 今年会·(中国)官方入口
今年会·(中国)官方入口



- 热门目的地
DESTINATIONS -

海螺沟 Hailuogou
-

九寨沟 Jiuzhaigou
-
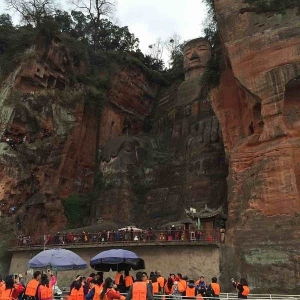
乐山大佛 Gulangyu
-
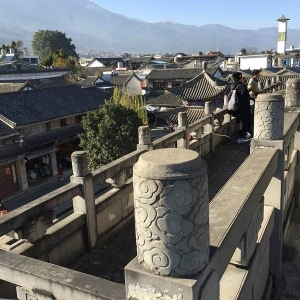
大理古城 Dali ancient city
-

洱海 Erhai
-

玉龙雪山 Snow Mountain
-
View more

主题旅游
Theme tourism





今年会资讯
News information





Copyright © 2002-2023 今年会·(中国)官方入口 版权所有 备案号:
